切槽刀装高还是装低
家核优居
2021-07-12
来源: 原创
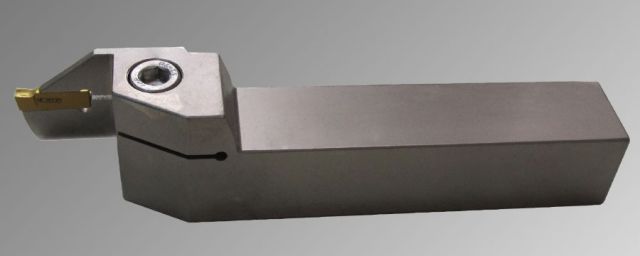
切槽刀安装的中心高度过低,破裂,增加飞边;过高,破裂,刀具磨损加快,一般控制在±0.1mm左右。一般来说,当切槽刀具的刀尖保持在略低于中心线的位置时,切削效果最好。内孔切槽与外圆径切槽比较类似,不同之处在于冷却液的应用和排屑更具有挑战性。
![]()
对于内孔切槽而言,刀尖位置略高于中心线时可获得最佳性能。加工端面沟槽,刀具必须能在轴向方向移动,且刀具的后刀面半径必须与被加工半径相互匹配。端面切槽刀具的刀尖位置略高于中心线时加工效果最好。
加工不同工件材料时,需要采用切削速度、进给量与刀具特性的不同组合。不同的工件材料可能还需要特定的刀具几何形状来控制切屑,或利用特定的涂层来延长刀具寿命。

推荐内容
精彩推荐
-
水槽网上买还是实体店买?买水槽的十大忠告家核优居3.2万热度

-
卫生间只两根线怎么装浴霸?老沙6.2万热度
-
衣柜门高光档次高还是哑光档次高家核优居2.5万热度
-
洗碗机水槽式的好还是嵌入式的好家核优居10万热度
-
三楼装地暖,二楼会热吗?蹭暖是蹭楼上还是楼下?家核优居2.2万热度
-
家庭装修适合装分体空调还是中央空调?家核优居8.8万热度
-
新房装修安装独立空调还是中央空调好家核优居4.3万热度
-
装宽带好还是wifi好?宽带与Wi-Fi的选择与比较家核优居3.2万热度
-
厨房装消毒柜好还是装拉篮好?消毒柜和拉篮哪个更实用?家核优居5.9万热度
-
喝净水器的水好还是自来水好?家庭自来水有必要装净水器吗?家核优居1.7万热度
产品推荐






最新评论